Vacuum Casting Services for Low-Volume Plastic Parts
Top Proto delivers vacuum casting services for product developers and engineering teams that need small quantities of high-quality plastic parts produced with the surface detail, material properties, and dimensional accuracy of injection molded components — without the cost and lead time of injection mold tooling. We produce silicone molds from your master pattern and cast polyurethane resin parts in batches of 20 to 100 units per mold, with a wide selection of resin formulations covering rigid, flexible, rubber-like, and transparent material properties.
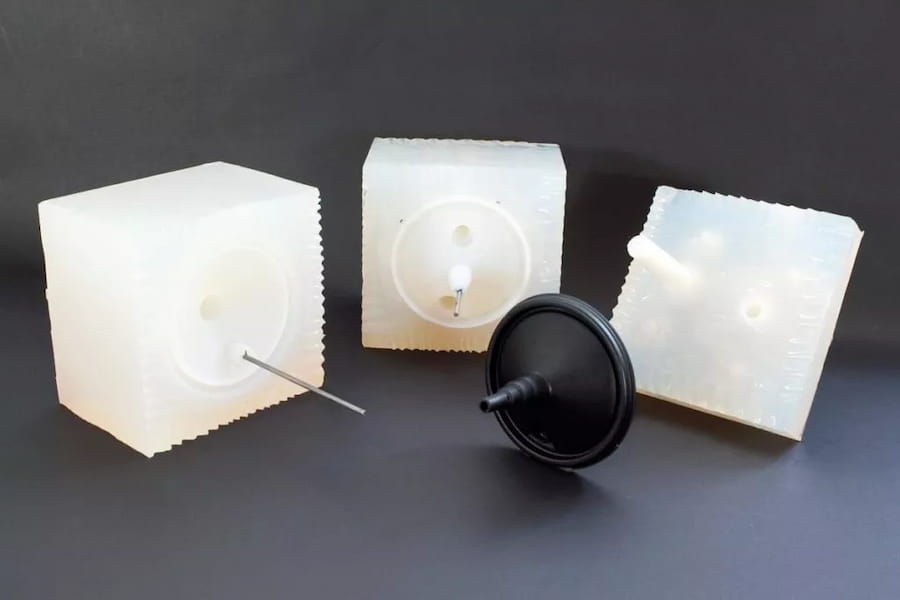
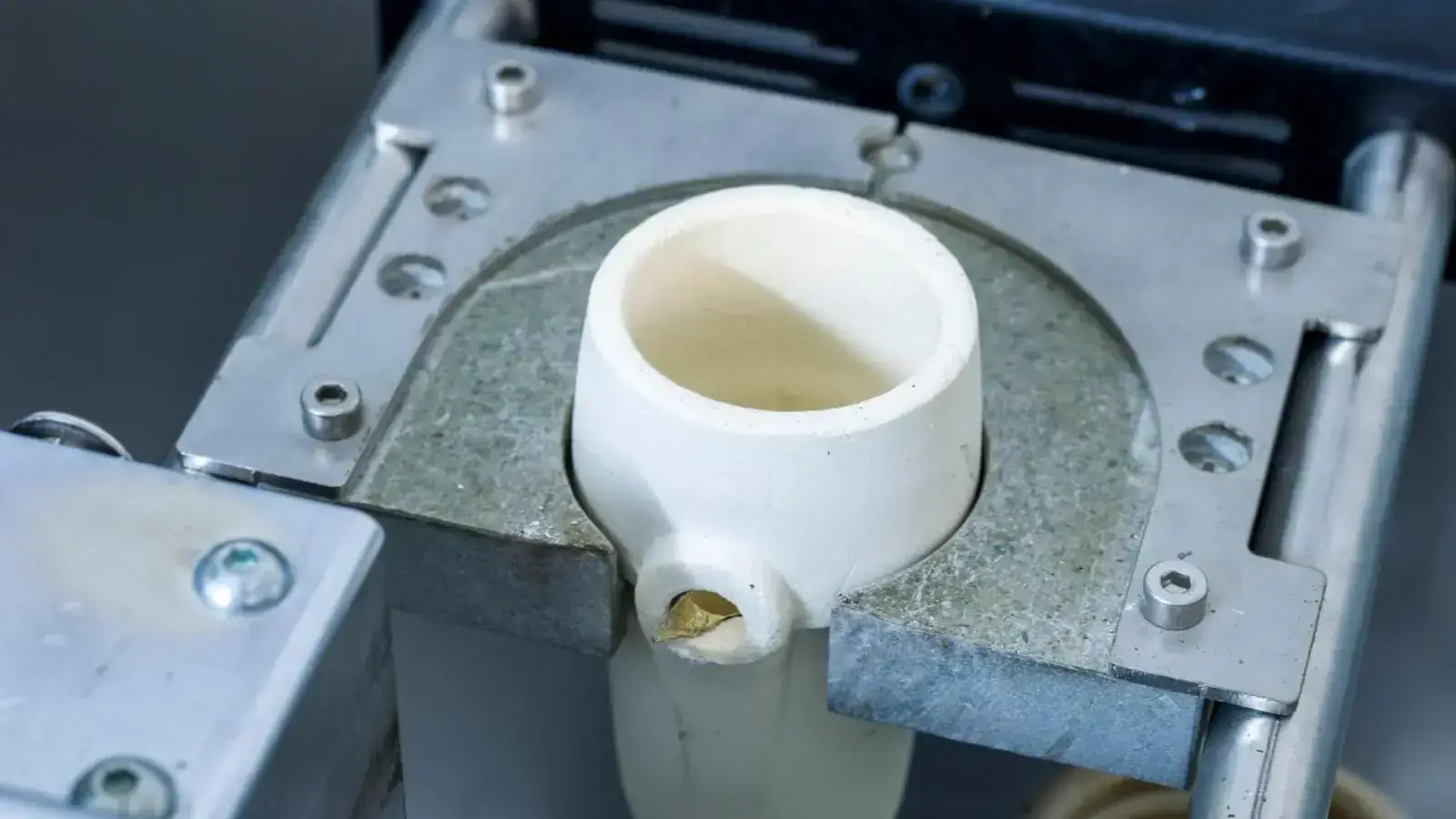
Vacuum casting is a production process in which a silicone mold is created from a master pattern — typically a CNC machined or 3D printed part — and liquid two-component polyurethane resin is poured into the mold under vacuum to produce cast parts with the geometry of the master. The vacuum environment removes air bubbles from the resin before and during casting, allowing the material to fill fine surface detail, thin sections, and complex internal geometries without voids or surface defects.
At Top Proto, master patterns are produced by CNC machining or SLA/SLS 3D printing to the geometry defined in your CAD file, with surface finishing applied to achieve the specified surface texture before the silicone mold is poured. The silicone mold captures the master pattern geometry and surface condition, reproducing both faithfully in every cast part. Each silicone mold produces approximately 20 to 25 cast parts before the dimensional accuracy of the cavity degrades below acceptable limits, at which point a new mold is poured from the original master.
Vacuum Casting
Silicone mold casting of polyurethane resin parts in quantities of 20 to 100 units per mold. Produces parts with injection-molding-quality surface finish and material properties from a single master pattern without hard tooling investment.
See Detail CNC Routing
Rapid Prototyping
CNC machined or 3D printed master patterns produced to your CAD geometry with specified surface finish. Master pattern quality determines the surface condition of every cast part produced from the silicone mold.
See Detail Wire EDM
Injection Molding
The natural production process transition from vacuum casting. When volumes exceed what vacuum casting can supply economically, Top Proto manages the transition to injection mold tooling without the need to qualify a new manufacturing supplier.
See Detail CNC Milling
3D Printing
SLA, SLS, and MJF 3D printing for master pattern production and direct prototype parts. 3D printing and vacuum casting are complementary — 3D printing produces the master, vacuum casting replicates it in functional polyurethane resin.
See Detail CNC Turning
Our Services
Top Proto is your go-to provider for advanced CNC machining, delivering high-precision parts across industries.
What's Vacuum Casting Process
01. Master Patterns
Top Proto develops a high precision master parts normally through 3D printing or CNC machining to establish the form and finish of the part.
02. Solicone Mold Casting
The master pattern is put into a liquid silicone mold in order to create a flexible instance of the pattern. This enables high detail and accuracy of replication.
03. Urethane Pouring and Finishing
Urethane resin is cast under vacuum in order to remove air bubbles. The part is completed after drying and checked to produce constant production parts.
Why Choose Top Proto for Vacuum Casting Services?
Vacuum casting at Top Proto bridges the gap between 3D printed prototype parts and injection molded production parts. The cast polyurethane resins we use closely simulate the mechanical properties of standard injection molding resins, allowing teams to conduct functional testing, regulatory submissions, and pre-production sales samples from cast parts rather than waiting for injection mold tooling.
We produce master patterns in-house on our CNC machining and 3D printing systems, which means master surface quality and dimensional accuracy are controlled directly by our engineering team before the silicone mold is poured. Our casting team applies pigmentation to match your specified color, inserts metal components and threads during casting, and applies post-cast surface finishing to achieve the specified appearance. Every batch of cast parts is inspected dimensionally before delivery, with inspection reports confirming that critical dimensions meet your drawing requirements.
Vacuum Casting Capabilities
Feature
Specification
Maximum Cast Part Size
Up to 600 x 500 x 400mm per cast cycle
Dimensional Accuracy
+/-0.3% of nominal dimension; minimum +/-0.2mm on small features
Parts Per Mold
Approximately 20 to 25 cast parts per silicone mold before mold replacement
Batch Size
Minimum 5 parts per resin type; standard batch 20 to 50 parts; up to 100 parts from a single mold
Cast Wall Thickness
Minimum 1.0mm for rigid resins; minimum 0.8mm for flexible resins in simple geometries
Master Pattern Sources
CNC machined master (highest surface quality); SLA 3D printed master; SLS 3D printed master for functional geometry
Color Options
Standard colors available; custom pigmentation to RAL or Pantone specification available at additional lead time
Insert Casting
Metal inserts, threaded studs, and overmolded components can be placed in the mold before casting
Industry Expertise at Top Proto
Top Proto has direct production experience across nine industries, each with its own dimensional tolerance standards, material certification requirements, and quality documentation expectations. We do not apply a generic machining approach to every sector — our engineering team reviews your industry-specific requirements before production begins and applies the process controls, material sourcing, and inspection methods appropriate for your application.
Vacuum casting uses silicone molds rather than hard tooling. Silicone molds are produced from your master pattern in one to three days, making vacuum casting one of the fastest routes from approved CAD to functional parts. Lead times for a complete vacuum casting program — master pattern production, mold pouring, and casting of the first batch — are typically seven to twelve business days from CAD approval, depending on part complexity and the number of parts required.
Production Tooling
Silicone molds used in vacuum casting are consumable tools with a defined life of approximately 20 to 25 casts per mold. For programs requiring more than 25 parts, additional molds are poured from the original master pattern. The master pattern is retained by Top Proto for the duration of your program, allowing new molds to be produced quickly without re-machining the master. When your volume requirement grows beyond what vacuum casting can supply economically, Top Proto manages the transition to injection mold tooling using the same part geometry and material specification.
Materials for Vacuum Casting Services
Vacuum casting resin selection determines the mechanical properties, appearance, and temperature resistance of the cast parts. Top Proto stocks a range of polyurethane resin formulations that simulate the properties of common injection molding materials.
Rigid Opaque PU (ABS Simulation)
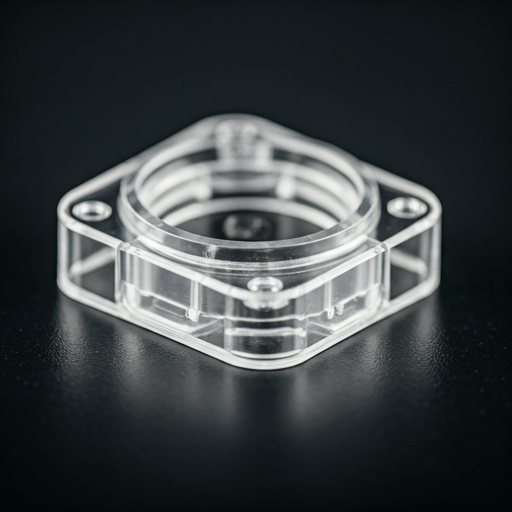
Rigid Transparent PU (PC Simulation)
High-Temperature Rigid PU
Flexible PU (Shore A 40 to 60)
Rubber-Like PU (Shore A 20 to 35)
Fiber-Filled Rigid PU (Nylon Simulation)
Flame Retardant PU (UL94 V-0)
High-Temperature
As Cast — Gloss
Cast parts produced from a polished SPI A2 master pattern and smooth silicone mold inner surface. The cast part reproduces the gloss level of the master, producing a smooth, slightly reflective surface on rigid resin parts.
As Cast — Matte
Cast parts produced from a matte or bead-blasted master pattern surface. The silicone mold captures the matte texture of the master and reproduces it across the cast part surface.
Texture
Surface texture applied to the master pattern by bead blasting, EDT, or chemical texturing before the silicone mold is poured. The mold captures the texture and reproduces it on every cast part from that mold.
Painting
Post-cast painting applied to vacuum cast parts for color matching to RAL or Pantone specification, or for multi-color appearance that cannot be achieved through pigmentation of the bulk resin. Primer is applied before topcoat for durability.
Primer and Topcoat
Two-stage paint system with adhesion primer and colored topcoat. Provides better durability and color accuracy than single-stage painting on polyurethane resin parts.
Chrome Effect Coating
Vacuum metallizing or conductive primer plus chrome effect paint applied to vacuum cast parts for a metallic appearance without electroplating. Used for decorative automotive interior components, appliance trim, and consumer product prototypes.
Vacuume Casting Surface Finishes
Achieve the exact functional and aesthetic requirements for your machined components with our industry-leading finish gallery.
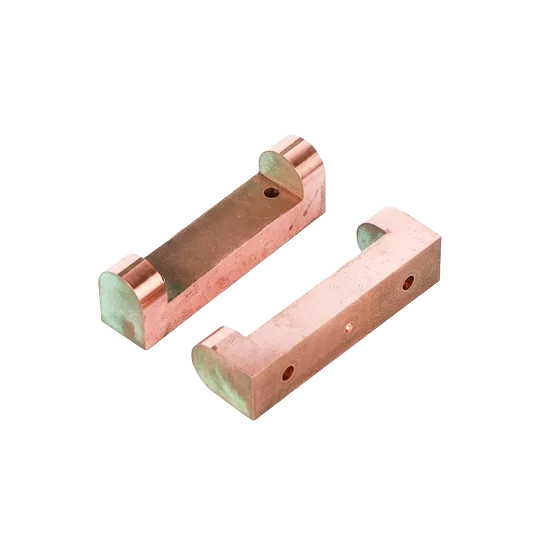
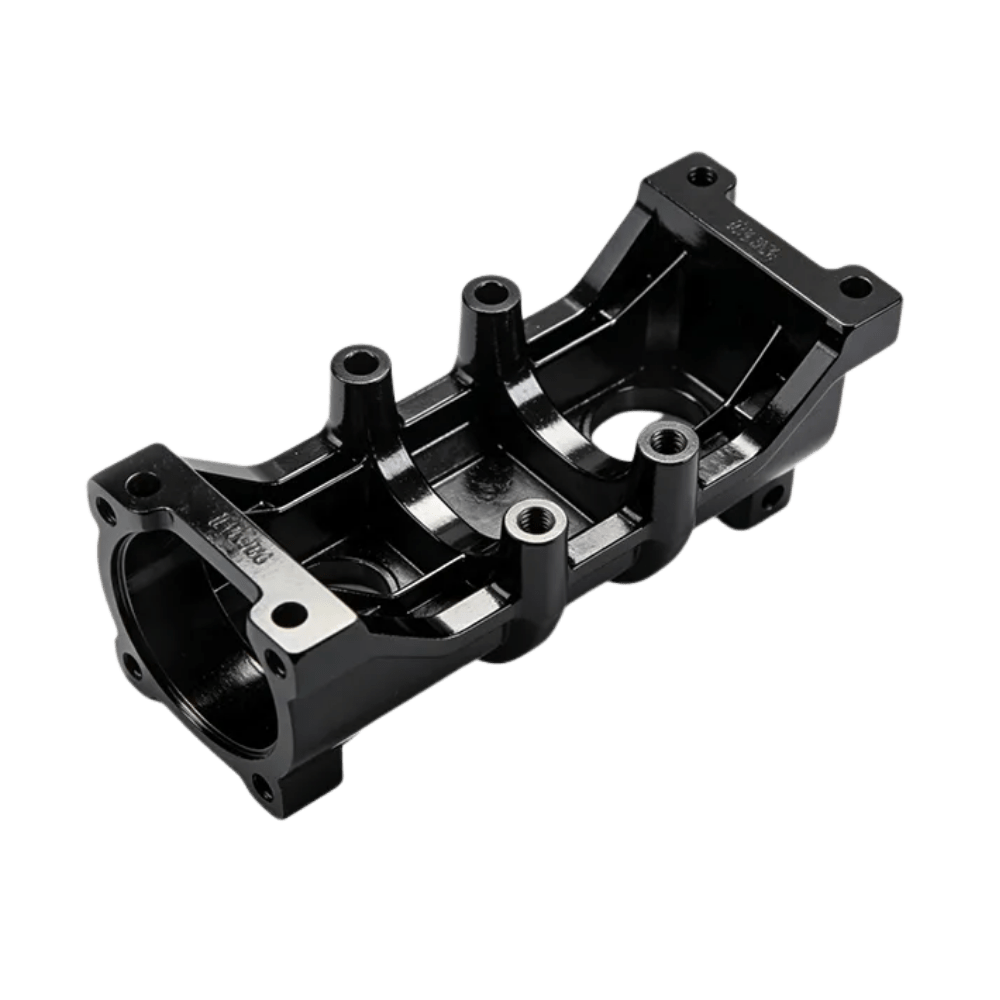
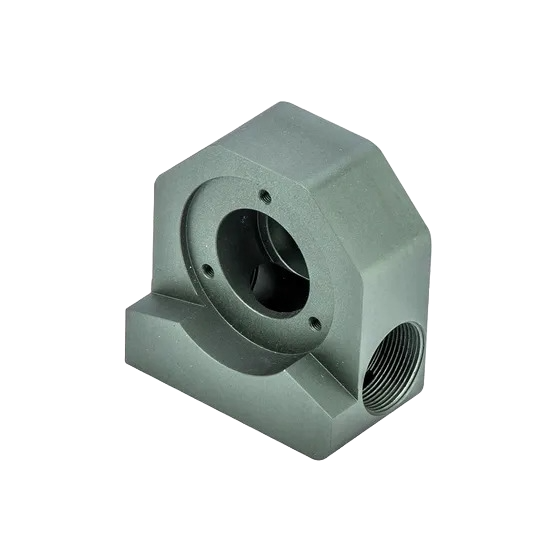
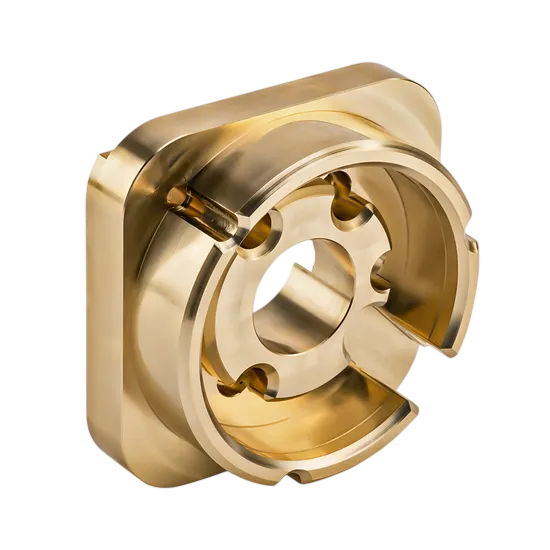
Our Vacuum Casting Gallery Parts
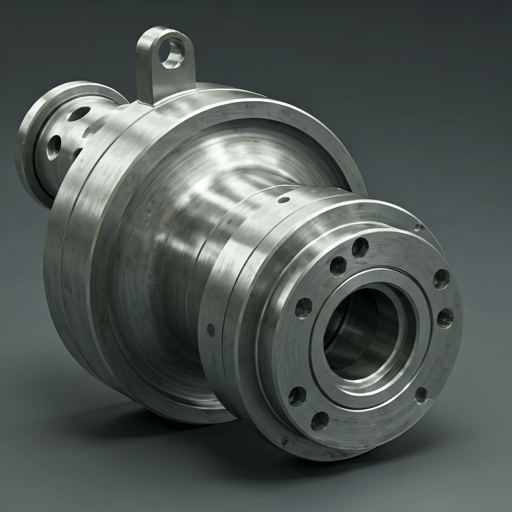
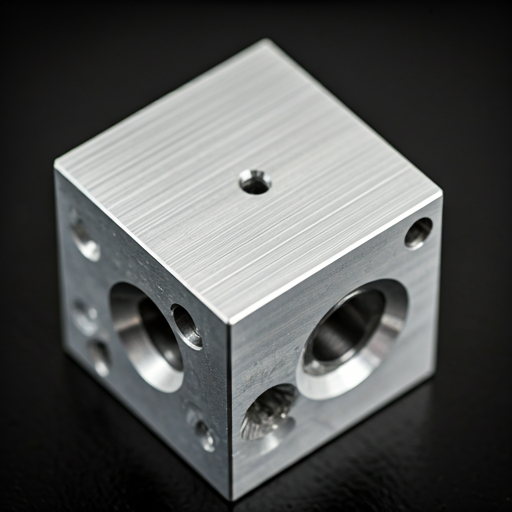
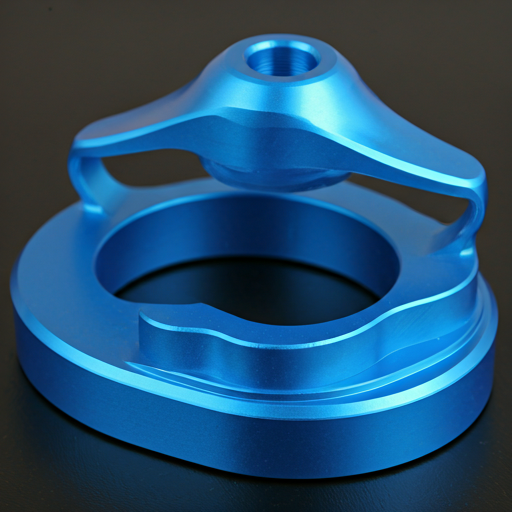
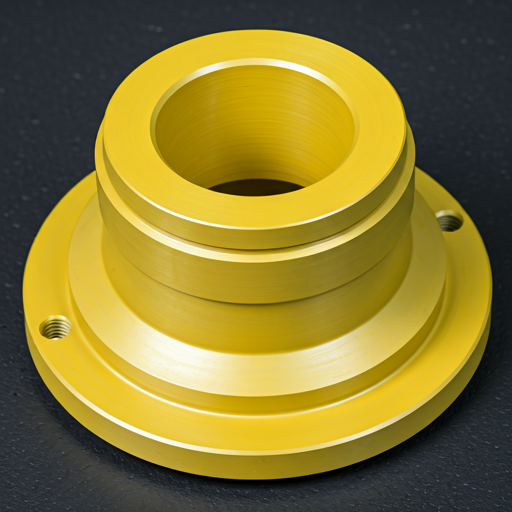
The parts shown here were produced at Top Proto through our vacuum casting process across a range of polyurethane resin formulations, colors, and surface treatments. Each part was cast from a silicone mold produced from a CNC machined or 3D printed master pattern, inspected dimensionally before delivery, and accompanied by documentation confirming resin type, color specification, and dimensional results on critical features.
Made in China. Precision You Can Rely On.
Top Proto operates from Shenzhen, Guangdong, China — the global hub for precision manufacturing, advanced component supply chains, and technology production. Our facility houses over 300 CNC machining centers, injection molding presses, sheet metal fabrication lines, and 3D printing systems operating under a unified ISO 9001:2015, ISO 13485, IATF 16949:2016, and AS9100D certified quality management system. Skilled technicians and meticulous in-process inspection at every production stage ensure that custom metal and plastic parts are delivered to specification — with the dimensional inspection reports to prove it.
300+
Machines Running at Peak Efficiency
0.005mm
Ultra-Fine Tolerances Achievable
24 Hrs
Lead Times Starting From
50+
Engineering Materials Available
Pros of Vacuum casting
High Accuracy & Detail:Our milling process ensures that every component is cut to exact specifications, delivering a smooth, high-quality surface finish.
Isotropic Mechanical Strength: Milled components are robust in every direction, making them ideal for high-volume production runs that require consistent structural integrity.
Material Efficiency:Precision cutting paths minimize waste, and any unused material can often be repurposed or recycled efficiently.
Complex Geometries:Advanced 3-axis and 5-axis milling eliminate the need for complex support structures, allowing for intricate designs to be manufactured directly.
What Makes Top Proto Different from Others
Instant Smart Quoting
Get quick pricing and DFM insights to optimize designs and reduce costs.
Global Supply Network
Access our global manufacturing network for reliable solutions of all sizes.
Certified Quality Control
Strict inspection protocols for every part. We ensure 100% accuracy and high standards.
Fast Reliable Delivery
Punctual shipping for all custom orders. Your projects always stay on schedule.
Choose Us for Flexible Pricing and Quick Delivery
At TOP PROTO, we know price and timeline go hand in hand. Our CNC machining services can work around your budget and deliver on your deadline. Get a quote instantly and select the service to meet your requirements.
We guarantee that CNC parts are delivered on time and that the process is completely transparent in the following 3 simple steps:
Upload Your Files
Instant prices with DFM feedback for many file types.
We Manufacture Your Parts
You can select from many materials and methods.
Tracking and Receiving Your Parts
View the QC documentation and inspection photographs.
Frequently asked questions
How many parts can be produced from a single silicone mold?
A standard silicone mold produces approximately 20 to 25 cast parts before the cavity geometry degrades below acceptable dimensional limits. For programs requiring more parts, additional molds are poured from the original master pattern. The master pattern is retained in our facility for the duration of your program.
How accurate are vacuum cast parts compared to injection molded parts?
Vacuum cast parts achieve dimensional accuracy of +/-0.3 percent of the nominal dimension, with a minimum tolerance of +/-0.2mm on small features. This is less accurate than injection molded parts produced from hardened steel tooling, which typically achieve +/-0.1mm or better. For most prototype and pre-production applications, vacuum cast accuracy is sufficient for fit, form, and function testing.
What resin should I choose for my vacuum cast parts?
Resin selection depends on the mechanical properties your parts need to simulate. For rigid housings and enclosures, a rigid opaque PU resin simulating ABS is appropriate. For flexible components, a Shore A 40 to 60 flexible resin is used. For transparent parts, a clear PU resin is available. Our engineering team reviews your application requirements and recommends the appropriate resin during the DFM process.
Can you cast parts with metal inserts?
Yes. Metal inserts including threaded brass nuts, stainless steel pins, and electrical contacts can be placed in the silicone mold before casting and encapsulated in the resin during the casting cycle. Insert placement and the minimum surrounding wall thickness are reviewed during the DFM process to confirm that the resin will flow around the insert completely.
When should I use vacuum casting instead of injection molding or 3D printing?
Vacuum casting is the best choice when you need 20 to 100 parts in functional polyurethane resin with a good surface finish, and the lead time and cost of injection mold tooling are not justified at your current quantity. It produces better surface quality and more material options than most 3D printing processes, and it is significantly faster and cheaper than injection mold tooling for small quantities. For quantities above 100 to 500 parts depending on part size and complexity, injection molding typically becomes more economical.
CNC Manufacturing Resources
Technical guides and process comparisons from the Top Proto engineering team, covering material selection, process decision frameworks, and manufacturing design principles for engineers and product developers.