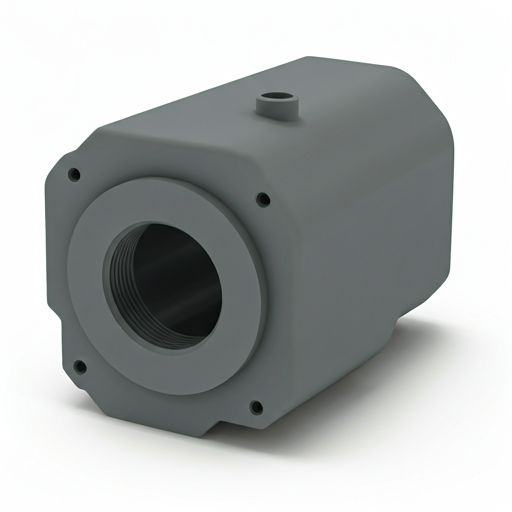
A general-purpose thermoplastic with good impact resistance, stiffness, and surface finish. Widely used for consumer product housings, electronic enclosures, and interior automotive components.

A lightweight, chemically resistant resin with good fatigue resistance and living hinge capability. Used for packaging, medical consumables, and parts requiring repeated flexure without failure.
Available in multiple density grades. Good chemical resistance and flexibility. Used for containers, caps, seals, and parts operating in wet or chemical environments
A transparent, high-impact engineering thermoplastic with good dimensional stability and heat resistance. Used for optical lenses, light covers, medical device housings, and safety equipment.
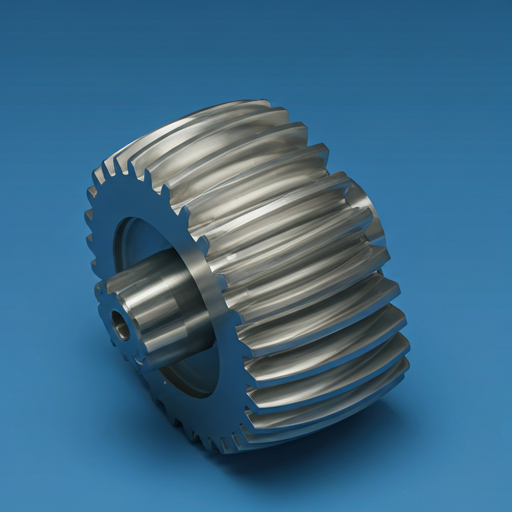
An engineering thermoplastic with good mechanical strength, wear resistance, and thermal performance. Used for gears, bushings, structural brackets, and parts operating under sustained mechanical load.
A high-performance thermoplastic with exceptional thermal stability, chemical resistance, and mechanical properties at elevated temperatures. Used in aerospace, medical, and semiconductor applications.
A semi-crystalline thermoplastic with low friction, high stiffness, and excellent dimensional stability. Used for precision gears, cams, sliding parts, and fluid handling components.
Thermoplastic elastomers that combine the processing advantages of thermoplastics with the flexible properties of rubber. Used for soft-grip surfaces, seals, gaskets, and overmolded components.