HP Multi Jet Fusion (MJF) 3D Printing Service
Top Proto operates HP Jet Fusion 5200-series systems to produce high-density nylon parts with tolerances of ±0.2 mm and near-isotropic mechanical properties. Multi Jet Fusion (MJF) uses inkjet-deposited fusing and detailing agents combined with infrared energy to fuse entire powder layers simultaneously, achieving faster build speeds and more uniform mechanical properties than point-by-point laser sintering. MJF is engineered for production-scale additive manufacturing, delivering consistent part quality from single prototypes through batches of thousands.
Upload your CAD file for an instant MJF quote. Standard orders ship within 4 business days.
- All uploads are secure and confidential
Get instant pricing, project lead times, and DFM feedback.
- All uploads are secure and confidential.
What Is HP Multi Jet Fusion (MJF)?
HP Multi Jet Fusion is a powder bed fusion process that builds parts through a combination of chemical agents and infrared energy. An inkjet array deposits a fusing agent onto the areas of each powder layer that correspond
to the part cross-section, along with a detailing agent at part boundaries to control edge definition. An infrared lamp then passes over the entire build surface, and the fusing agent absorbs the infrared energy to melt and fuse the underlying powder. Areas without fusing agent remain loose powder.
This full-layer fusing approach produces parts with approximately 95% isotropy, meaning mechanical properties are nearly identical in all build orientations. The detailing agent creates sharp boundaries between fused and unfused regions, resulting in crisper edges and finer text than laser-based powder processes. Like SLS, MJF requires no support structures because the surrounding powder supports each layer.
HP’s voxel-level control enables density and property variation within a single part, opening the door to graded structures and optimized infill strategies that are not possible with other powder bed processes.
Our MJF 3D Printing Services
Why Choose Top Proto for MJF 3D Printing?
Faster Build Speeds MJF fuses entire layers simultaneously rather than tracing each cross-section with a point laser. This delivers 1.5–2× faster build times than SLS for equivalent part volumes, reducing lead times and cost per part. | 95% Isotropic Properties MJF’s uniform thermal processing produces parts with nearly identical mechanical properties in all directions. This eliminates the orientation-dependent strength variations common in other 3D printing processes. |
Sharp Edge Definition The detailing agent creates precise boundaries between fused and unfused powder, producing sharper edges, finer text legibility down to 0.5 mm, and crisper small features than laser sintering. | 80% Powder Reuse HP’s powder management system recycles up to 80% of unused powder from each build, reducing material cost and waste while maintaining consistent mechanical properties across production runs. |
MJF Capabilities
Parameter | Specification |
Technology | Powder Bed Fusion (Inkjet Fusing Agent + IR Energy) |
Build Volume | 380 × 284 × 380 mm |
Layer Thickness | 80 μm |
Tolerance (Standard) | ±0.2 mm or ±0.2% (whichever is greater) |
Tolerance (Production) | ±0.1 mm achievable with engineering review |
Minimum Wall Thickness | 0.5 mm (1.0 mm recommended) |
Minimum Feature Size | 0.5 mm |
Surface Finish | Ra 6 – 10 μm (as-printed, bead-blasted) |
Post-Processing | Bead blasting, vapor smoothing, dyeing, painting, CNC finishing |
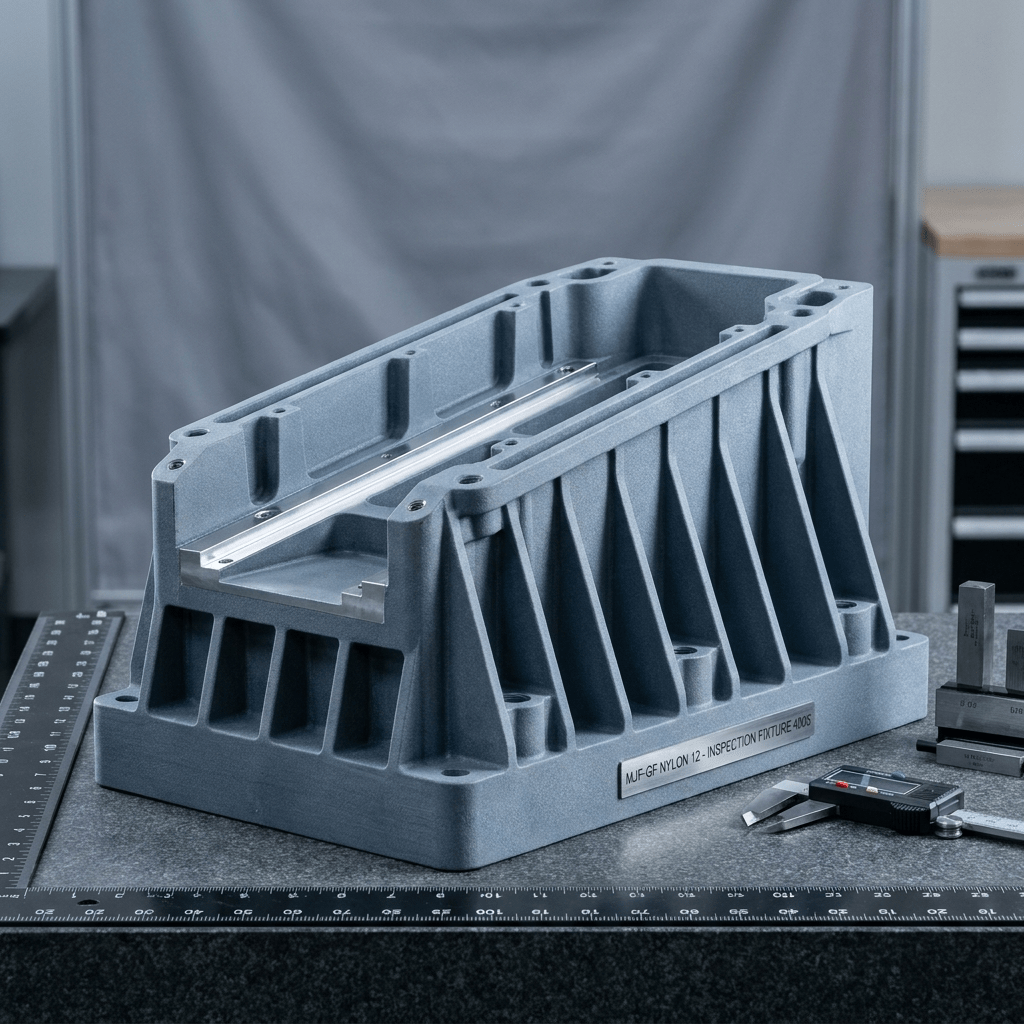
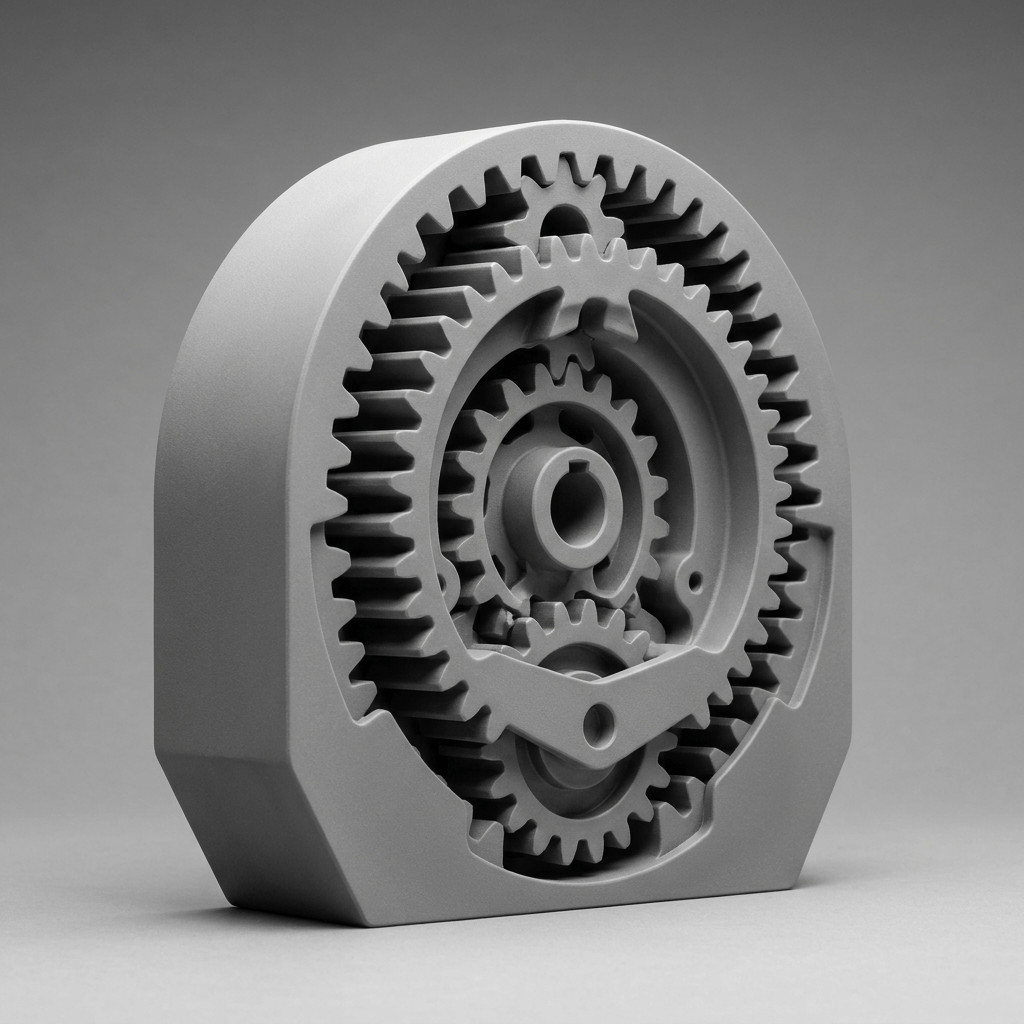
MJF Part Gallery





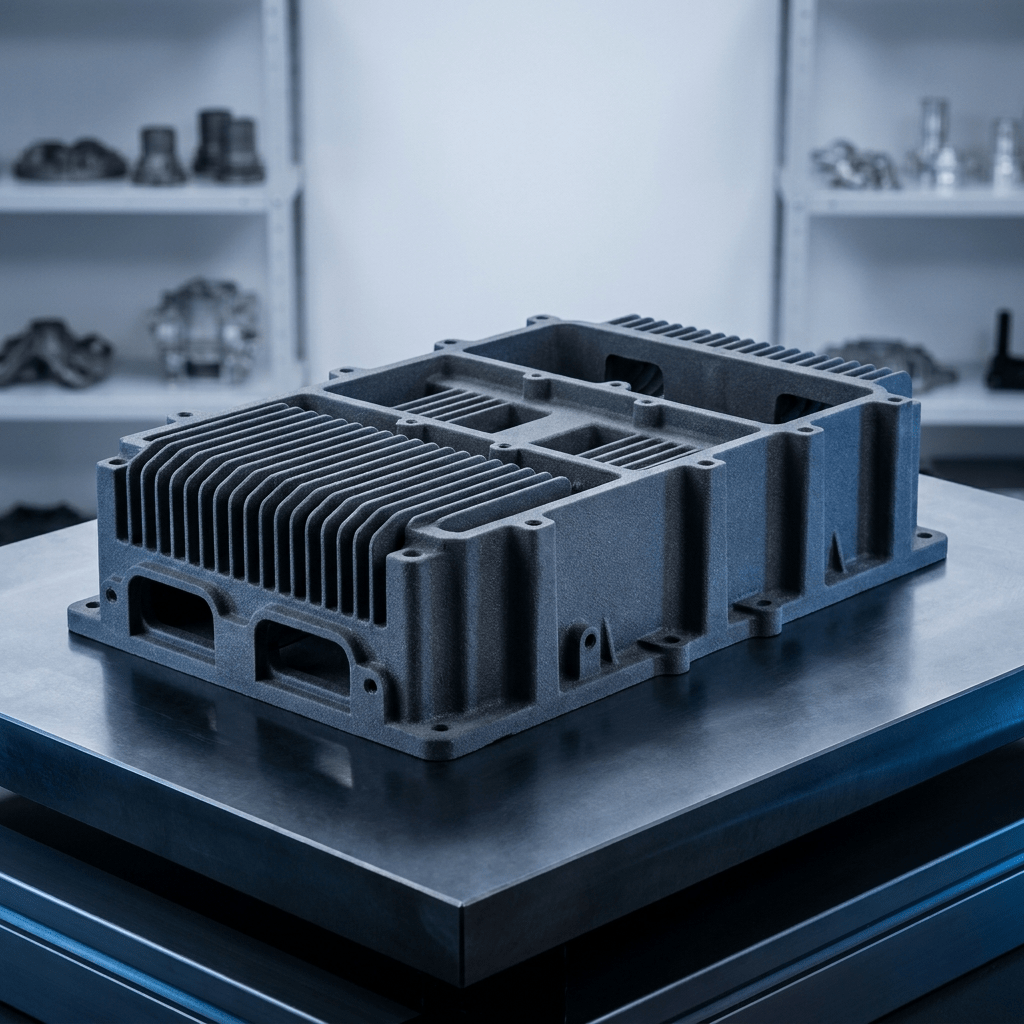
MJF for Rapid Tooling
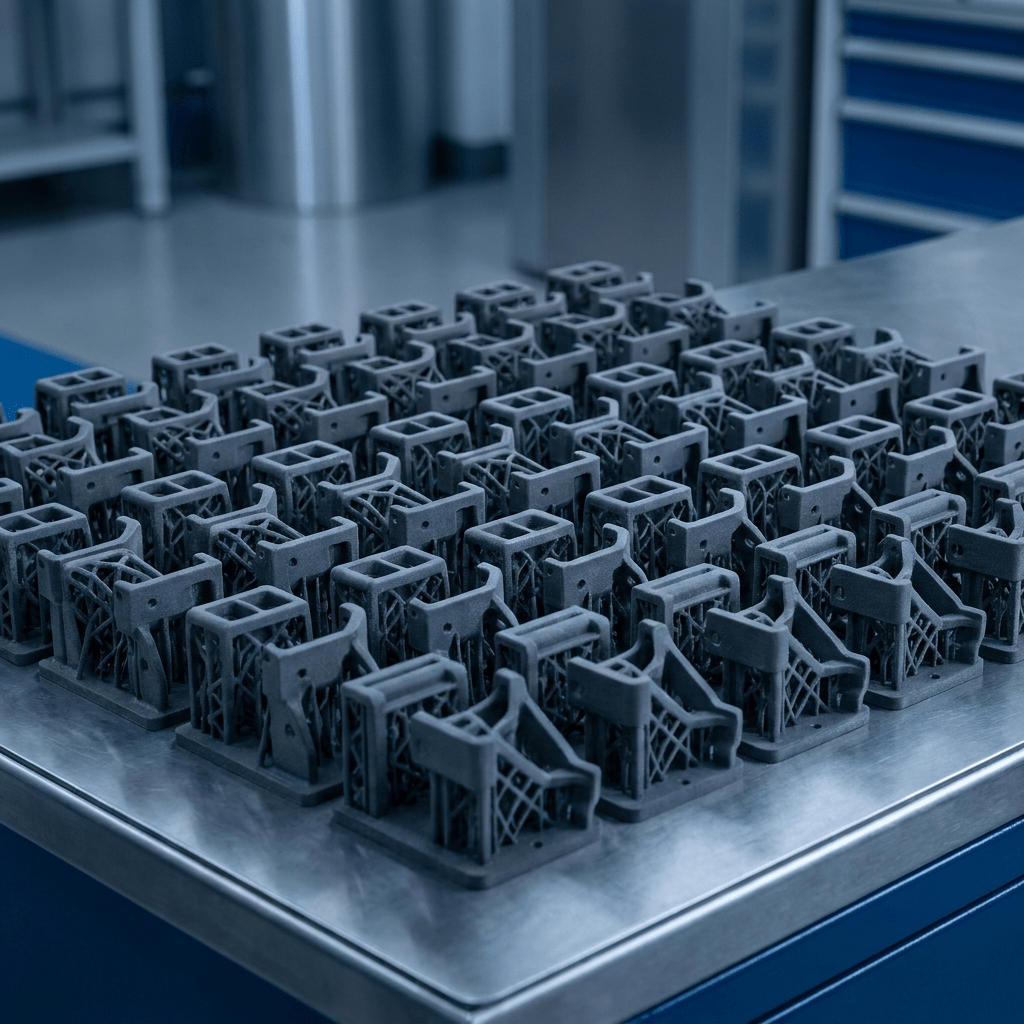
MJF for Production Manufacturing
Frequently Asked Questions HP Multi Jet Fusion
How does MJF compare to SLS?
What tolerances does MJF achieve?
Are MJF parts inherently gray?
What is the maximum production volume for MJF?
Can MJF replace injection molding?
CNC Manufacturing Resources