SLS 3D Printing Service Industrial Selective Laser Sintering
- All uploads are secure and confidential
Get instant pricing, project lead times, and DFM feedback.
- All uploads are secure and confidential.
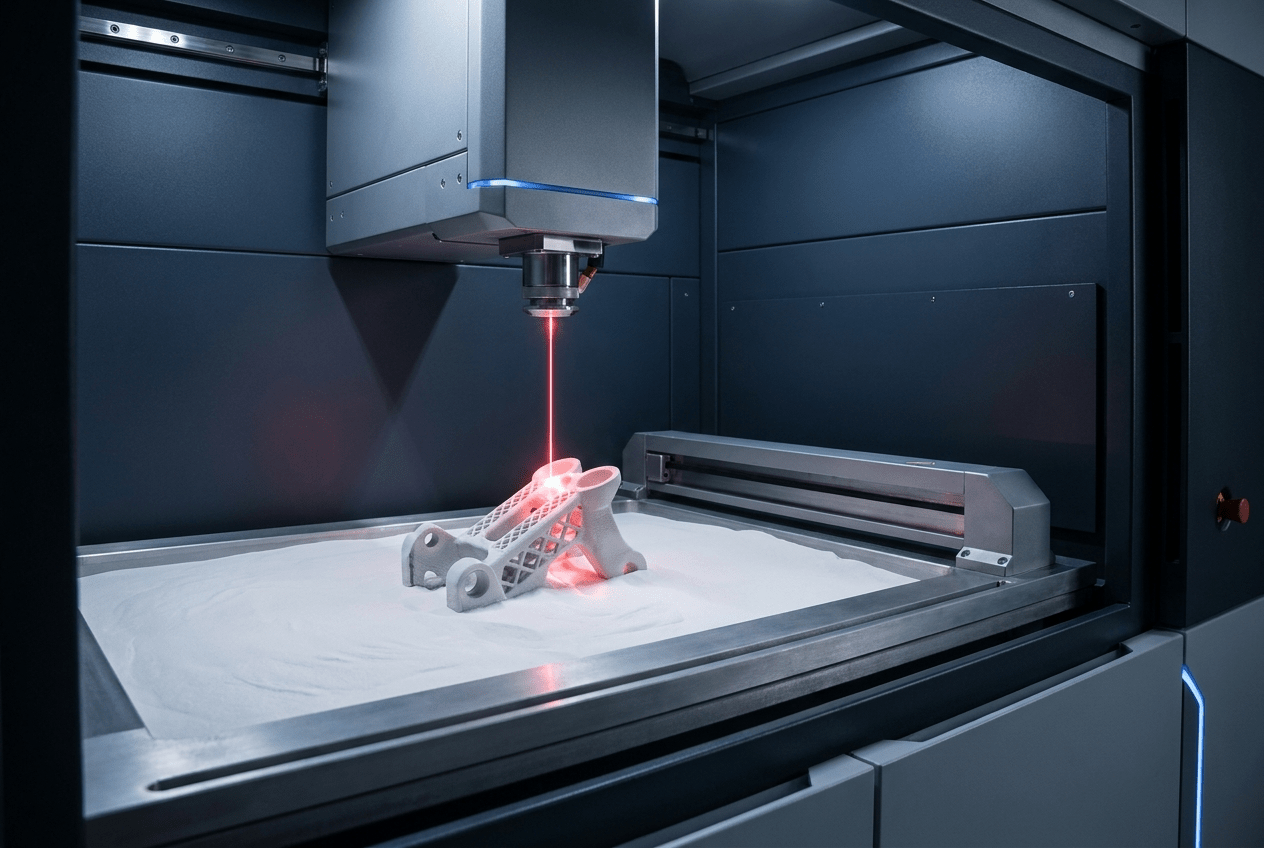
What Is Selective Laser Sintering (SLS)?
Selective laser sintering is a powder bed fusion process that builds parts by selectively fusing thermoplastic powder with a high-power CO₂ laser. Before printing begins, the entire powder bed is preheated to just below the material’s melting point, typically 170–180°C for nylon powders. A recoater blade spreads a thin, uniform layer of powder across the build platform, and the laser scans the cross-section of each part, sintering the powder particles into a solid mass.
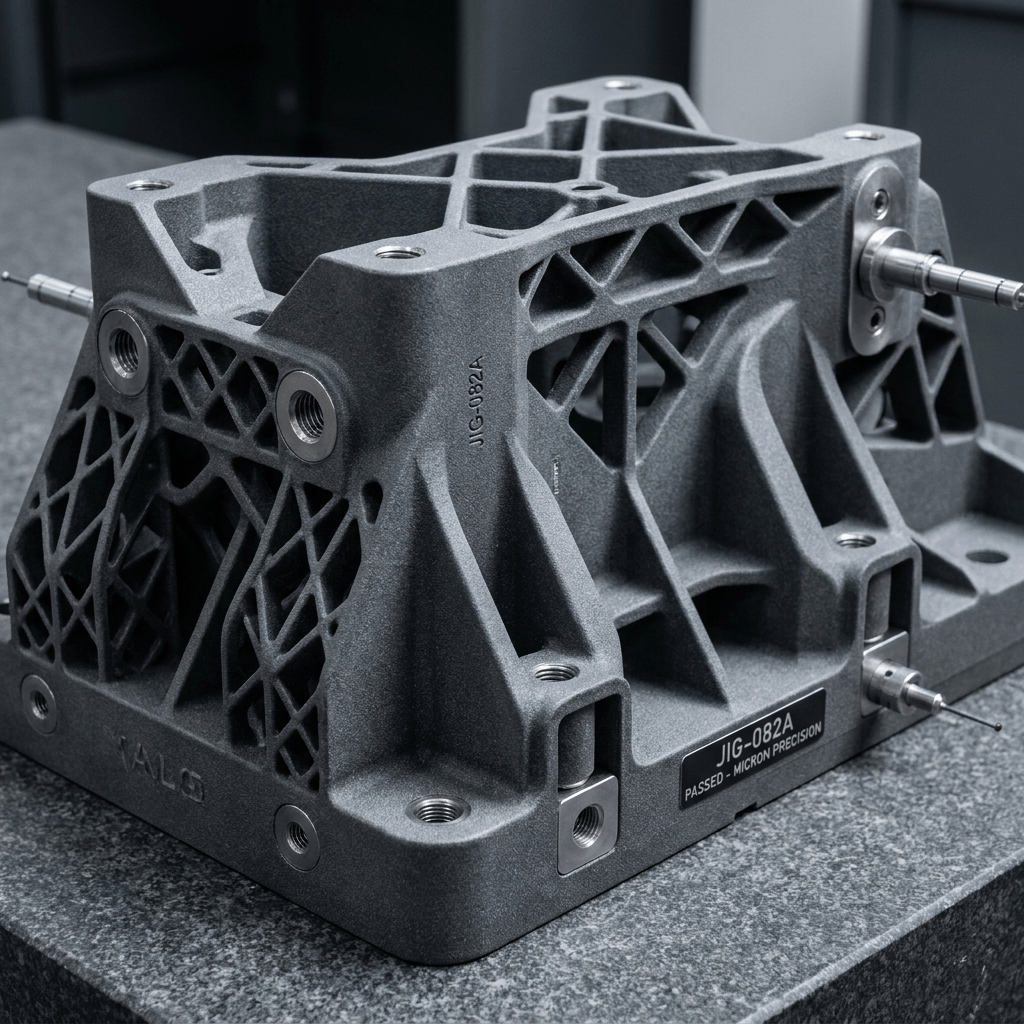
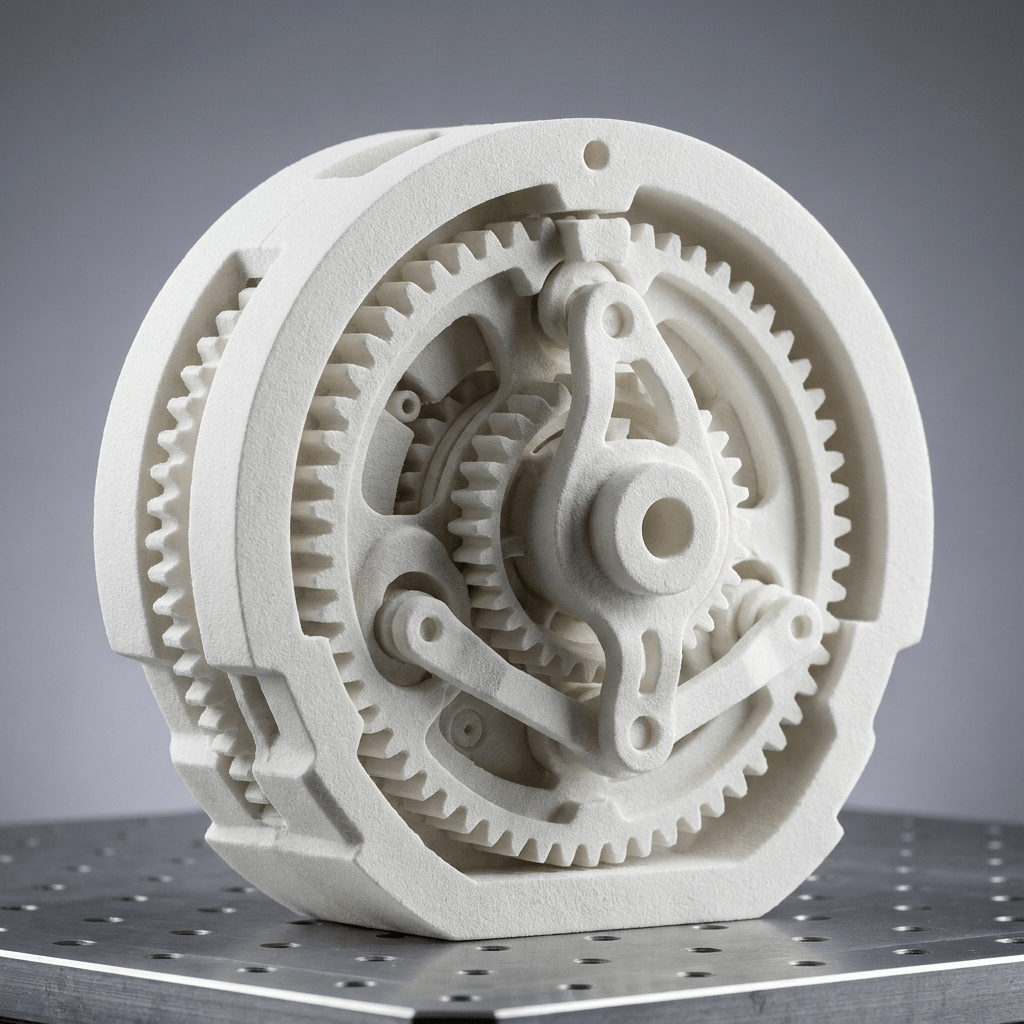
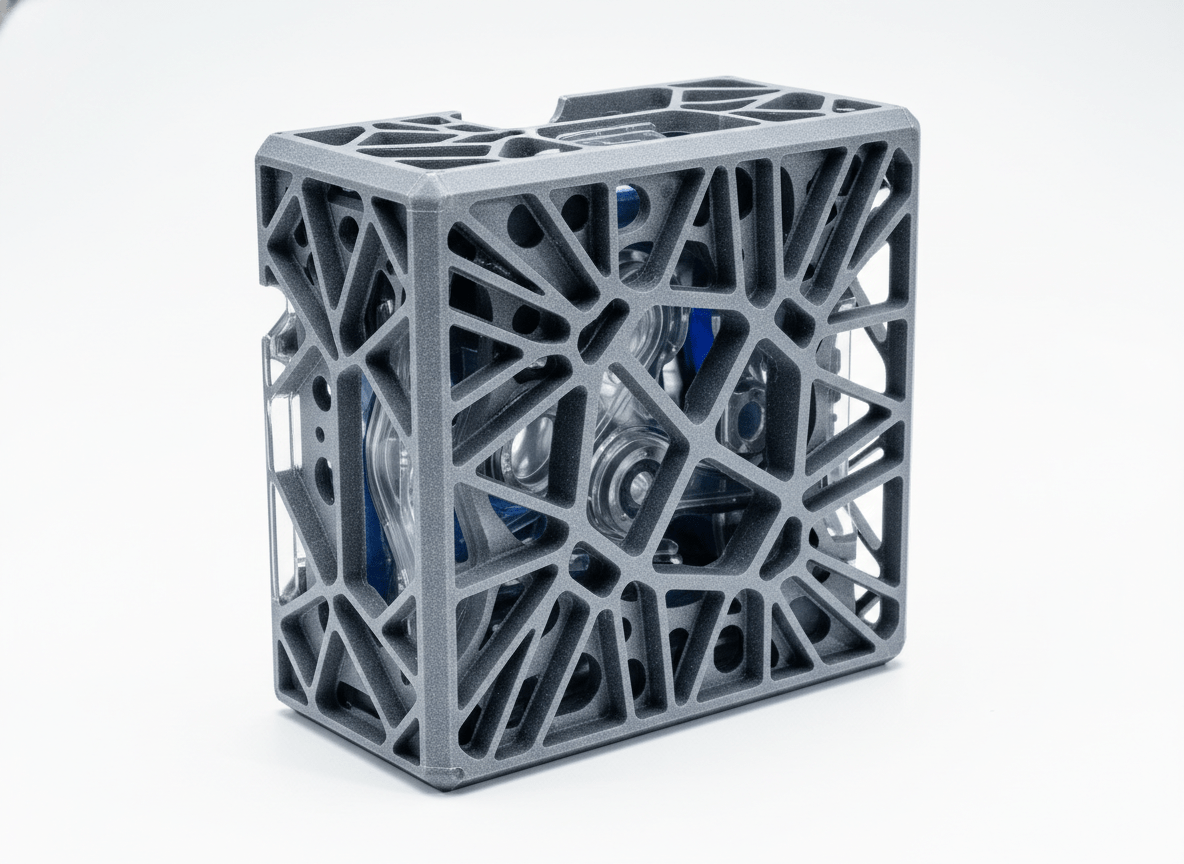
Because the surrounding unsintered powder supports each layer during the build, SLS requires no dedicated support structures. This allows complex geometries including internal channels, living hinges, interlocking assemblies, and nested components to be printed without design-for-support compromises. After printing, the build chamber cools gradually before parts are extracted and excess powder is removed through bead blasting.
The self-supporting nature of SLS also enables dense nesting of multiple parts within a single build, maximizing throughput and reducing per-part cost for batch production.

Our SLS 3D Printing Services
Why Choose Top Proto for SLS 3D Printing?
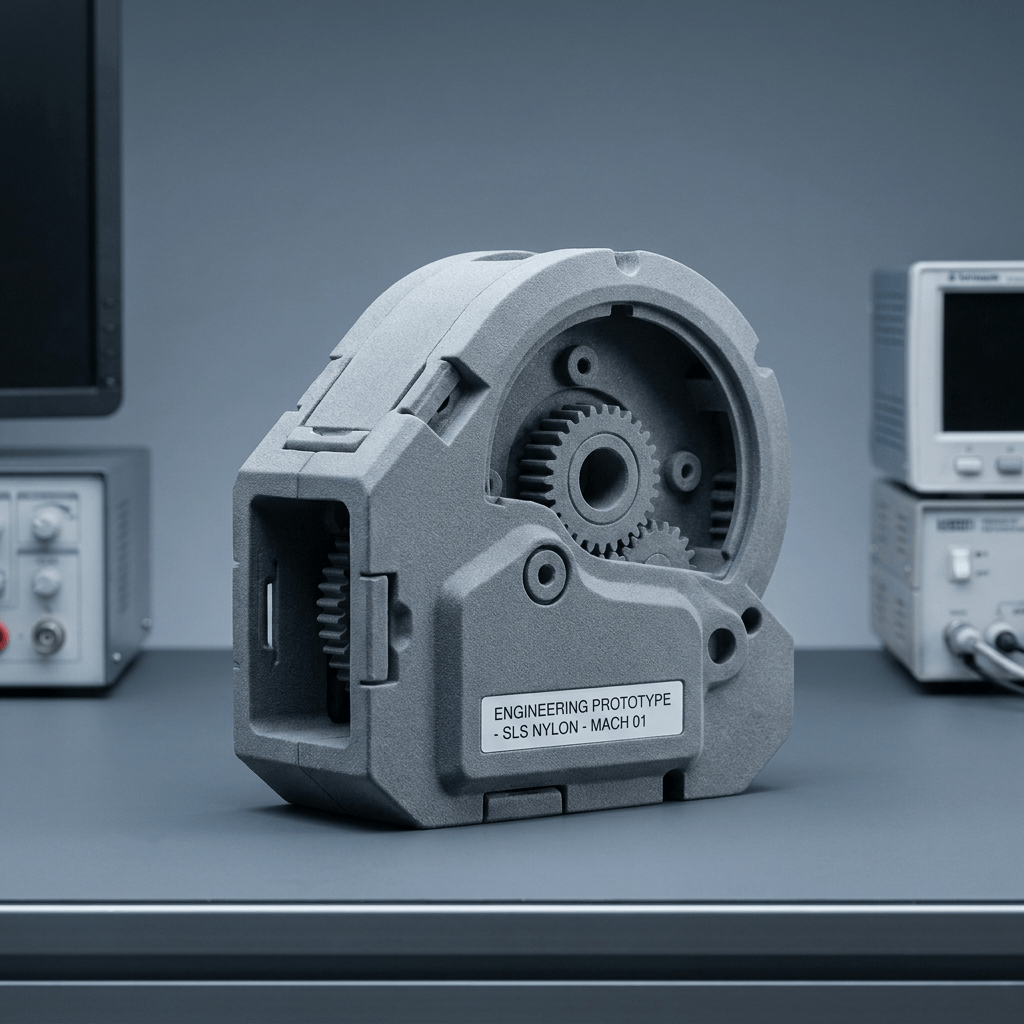
No Support Structures SLS parts are self-supporting during the build. This eliminates support removal, reduces post-processing labor, and allows complex geometries including internal channels and interlocking assemblies. | Real Thermoplastic Properties SLS nylon parts deliver tensile strength of 48–50 MPa, elongation at break of 15–20%, and heat deflection temperatures above 170°C. These properties enable functional testing under real operating conditions. |
Batch Production Ready Dense nesting of parts within the powder bed maximizes build efficiency. A single SLS build can produce hundreds of unique or identical components simultaneously at consistent quality. | Powder Reuse Efficiency Unsintered powder is recycled at refresh ratios of 30–50% new powder, reducing material waste and cost per part while maintaining mechanical property consistency across builds. |
SLS Capabilities
Parameter | Specification |
Technology | Powder Bed Fusion (CO₂ Laser) |
Build Volume (Max) | 380 × 330 × 460 mm |
Layer Thickness | 80 – 150 μm |
Tolerance (Standard) | ±0.3 mm or ±0.3% (whichever is greater) |
Minimum Wall Thickness | 1.0 mm (1.5 mm recommended for structural) |
Minimum Feature Size | 0.8 mm |
Surface Finish | Ra 6 – 12 μm (as-printed, bead-blasted) |
Post-Processing | Bead blasting, vapor smoothing, dyeing, painting, CNC finishing |
File Formats | STL, STEP, IGES, OBJ, 3MF |
SLS Part Gallery





SLS for Rapid Tooling
SLS for Production Tooling
Frequently Asked Questions SLS 3D Printing
What tolerances does SLS achieve?
Does SLS require support structures?
How strong are SLS nylon parts?
What is the minimum wall thickness for SLS?
Can SLS parts be used in production?
CNC Manufacturing Resources